

 手機資訊
手機資訊 官方微信
官方微信摘要 外圓表面是軸類零件的主要表面,因此要能合理地制訂軸類零件的機械加工工藝規程,首先應了解外圓表面的各種加工方法和加工方案。本章主要介紹常用的幾種外圓加工方法和常用的外圓加工方案。一、...
外圓表面是軸類零件的主要表面,因此要能合理地制訂軸類零件的機械加工工藝規程,首先應了解外圓表面的各種加工方法和加工方案。本章主要介紹常用的幾種外圓加工方法和常用的外圓加工方案。
一、外圓表面的車削加工
根據毛坯的制造精度和工件最終加工要求,外圓車削一般可分為粗車、半精車、精車、精細車。
粗車的目的是切去毛坯硬皮和大部分余量。加工后工件尺寸精度IT11~IT13 ,表面粗糙度Ra50~12.5 μ m 。
半精車的尺寸精度可達 IT8~IT10 ,表面粗糙度 Ra6.3~3.2 μ m 。半精車可作為中等精度表面的終加工,也可作為磨削或精加工的預加工。
精車后的尺寸精度可達 IT7~IT8 ,表面粗糙度 Ra1.6~0.8 μ m 。
精細車后的尺寸精度可達 IT6~IT7 ,表面粗糙度 Ra0.4~0.025 μ m 。精細車尤其適合于有色金屬加工,有色金屬一般不宜采用磨削,所以常用精細車代替磨削。
二、外圓表面的磨削加工
磨削是外圓表面精加工的主要方法之一。它既可加工淬硬后的表面,又可加工未經淬火的表面。
根據磨削時工件定位方式的不同,外圓磨削可分為:中心磨削和無心磨削兩大類。
(一)中心磨削
中心磨削即普通的外圓磨削,被磨削的工件由中心孔定位,在外圓磨床或萬能外圓磨床上加工。磨削后工件尺寸精度可達 IT6~IT8 ,表面粗糙度 Ra0.8~0.1 μ m 。按進給方式不同分為縱向進給磨削法和橫向進給磨削法。
1 .縱向進給磨削法(縱向磨法)
如圖 6-2 所示,砂輪高速旋轉,工件裝在前后頂尖上,工件旋轉并和工作臺一起縱向往復運動。
2 .橫向進給磨削法(切入磨法)
如圖 6-3 所示,此種磨削法沒有縱向進給運動。當工件旋轉時,砂輪以慢速作連續的橫向進給運動。其生產率高,適用于大批量生產,也能進行成形磨削。但橫向磨削力較大,磨削溫度高,要求機床、工件有足夠的剛度,故適合磨削短而粗,剛性好的工件;加工精度低于縱向磨法。

(二)無心磨削
無心磨削是一種高生產率的精加工方法,以被磨削的外圓本身作為定位基準。目前無心磨削的方式主要有:貫穿法和切入法。
如圖 6-4 所示為外圓貫穿磨法的原理。
工件處于磨輪和導輪之間,下面用支承板支承。磨輪軸線水平放置,導輪軸線傾斜一個不大的 λ 角。這樣導輪的圓周速度 υ 導 可以分解為帶動工件旋轉的 υ 工 和使工件軸向進給的分量 υ 縱 。
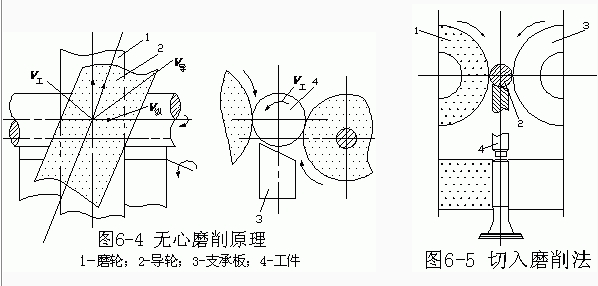
如圖 6-5 為切入磨削法磨削的原理。導輪 3 帶動工件 2 旋轉并壓向磨輪 1 。加工時,工件和導輪及支承板一起向砂輪作橫向進給。磨削結束后,導輪后退,取下工件。導輪的軸線與砂輪的軸線平行或相交成很小的角度( 0.5~1 o ),此角度大小能使工件與擋鐵 4 (限制工件軸向位置)很好地貼住即可。
無心磨削時,必須滿足下列條件:
1 .由于導輪傾斜了一個 λ角度,為了保證切削平穩,導輪與工件必須保持線接觸,為此導輪表面應修整成雙曲線回轉體形狀。
2 .導輪材料的摩擦系數應大于砂輪材料的磨擦系數;砂輪與導輪同向旋轉,且砂輪的速度應大于導輪的速度;支承板的傾斜方向應有助于工件緊貼在導輪上。
3 .為了保證工件的圓度要求,工件中心應高出砂輪和導輪中心連線。高出數值 H 與工件直徑有關。當工件直徑 d 工 =8 ~ 30mm 時, H ≈ d 工 /3 ;當 d 工 =30 ~ 70mm 時, H ≈ d 工 /4 。
4 、導輪傾斜一個 λ 角度。如圖 6-4 ,當導輪以速度 v 導 旋轉時,可分解為:
v 工 =v 導 · cos λ ; v 縱 =v 導 · sin λ
粗磨時, λ 取 3 ° ~ 6 ° ;精磨時, λ 取 1 ° ~ 3 ° 。
無心磨削時,工件尺寸精度可達 IT6-IT7 ,表面粗糙度 Ra0.8-0.2um.
(三)外圓磨削的質量分析
在磨削過程中,由于有多種因素的影響,零件表面容易產生各種缺陷。常見的缺陷及解決措施分析如下:
1 .多角形 在零件表面沿母線方向存在一條條等距的直線痕跡,其深度小于 0.5 μ m ,如圖6-6 所示。
產生原因主要是由于砂輪與工件沿徑向產生周期性振動所致。如砂輪或電動機不平衡;軸承剛性差或間隙 太大 ;工件中心孔與頂尖接觸不良;砂輪磨損不均勻等。消除振動的措施,如仔細地平衡砂輪和電動機;改善中心孔和頂尖的接觸情況;及時修整砂輪;調整軸承間隙等。
2 .螺旋形 磨削后的工件表面呈現一條很深的螺旋痕跡,痕跡的間距等于工件每轉的縱向進給量。如圖 6-7 所示。
產生原因主要是砂輪微刃的等高性破壞或砂輪與工件局部接觸。如砂輪母線與工件母線不平行;頭架、尾座剛性不等;砂輪主軸剛性差。消除的措施,修正砂輪,保持微刃等高性;調整軸承間隙;保持主軸的位置精度;砂輪兩邊修磨成能成臺肩形或倒圓角,使砂輪兩端不參加切削;工件臺潤滑油要合適,同時應有卸載裝置;使導軌潤滑為低壓供油。

3 .拉毛(劃傷或劃痕) 常見的工件表面拉毛現象如圖 6-8 所示。
產生原因主要是磨粒自銳性過強;切削液不清潔;砂輪罩上磨屑落在砂輪與工件之間等。消除拉毛的措施,選擇硬度稍高一些的砂輪;砂輪修整后用切削液和毛刷清洗;對切削液進行過濾;清理砂輪罩上的磨屑等。
4 .燒傷 可分為螺旋形燒傷和點燒傷,如圖 6-9 所示。
燒傷的原因主要是由于磨削高溫的作用,使工件表層金相組織發生變化,因而使工件表面硬度發生明顯變化。消除燒傷的措施,降低砂輪硬度;減小磨削深度;適當提高工件轉速;減少砂輪與工件接觸面積;及時修正砂輪;進行充分冷卻等。
三、外圓表面的精密加工
隨著科學技術的發展,對工件和加工精度和表面質量要求也越來越高。因此在外圓表面精加工后,往往還要進行精密加工。外圓表面的精密加工方法常用的有高精度磨削、超精度加工、研磨和滾壓加工等。
高精度磨削使軸的表面粗糙度值在 Ra0.16 μ m 以下的磨削工藝稱為高精度磨削,它包括精度磨削( Ra0.6-0.06 μ m )、超精密磨削( Ra0.04-0.02 μ m )和鏡面磨削( Ra ﹤ 0.01 μ m)。
高精度磨削的實質在于砂輪磨粒的作用。經過精細修整后的砂輪的磨粒形成了同時能參加磨削的許多微刃。如圖 6 -10a,b,這些微刃等高程度好,參加磨削的切削刃數大大增加,能從工件上切下微細的切屑,形成粗糙度值較小的表面。隨著磨削過程的繼續,銳利的微刃逐漸鈍化,如圖 6 -10c。鈍化的磨粒又可起拋光作用,使粗糙度進一步降低。
(二)超精加工
用細粒度磨具的油石對工件施加很小的壓力,油石作往復振動和慢速沿工件軸向運動,以實現微量磨削的一種光整加工方法。
如圖 6-11 所示為其加工原理圖。加工中有三種運動:工件低速回轉運動 1 ;磨頭軸向進給運動 2 ;磨頭高速往復振動 3 。如果暫不考慮磨頭軸向進給運動,磨粒在工件表面上走過的軌跡是正弦曲線,如圖 6-11b 所示。
超精加工大致有四個階段:
1 .強烈切削階段 開始時,由于工件表面粗糙,少數凸峰與油石接觸,單位面積壓力很大,破壞了油膜,故切削作用強烈。
2 .正常切削階段 當少數凸峰磨平后,接觸面積增加,單位面積壓力降低,致使切削作用減弱,進入正常切削階段。
3 .微弱切削階段 隨著接觸面積進一步增大,單位面積壓力更小,切削作用微弱,且細小的切屑形成氧化物而嵌入油石的空隙中,因而油石產生光滑表面,具有摩擦拋光作用。
4 .自動停止切削階段 工件磨平,單位面積上的壓力很小,工件與油石之間形成液體摩擦油膜,不再接觸,切削作用停止。
經超精加工后的工件表面粗糙度值 Ra0.08-0.01 μ m. 。然而由于加工余量較小(小于 0.01mm ),因而只能去除工件表面的凸峰,對加工精度的提高不顯著。
(三)研磨
用研磨工具和研磨劑,從工件表面上研去一層極薄的表層的精密加工方法稱為研磨。
研磨用的研具采用比工件材料軟的材料(如鑄鐵、銅、巴氏合金及硬木等)制成。研磨時,部分磨粒懸浮在工件和研具之間,部分研粒嵌入研具表面,利用工件與研具的相對運動,磨粒應切掉一層很薄的金屬,主要切除上工序留下來的粗糙度凸峰。一般研磨的余量為 0.01 -0.02mm 。研磨除可獲得高的尺寸精度和小的表面粗糙度值外,也可提高工件表面形狀精度,但不能改善相互位置精度。
當兩個工件要求良好配合時,利用工件的相互研磨(對研)是一種有效的方法。如內燃機中的氣閥與閥座,油泵油咀中的偶件等。
(四)滾壓加工
滾壓加工是用滾壓工具對金屬材質的工件施加壓力,使其產生塑性變形,從而降低工件表面粗糙度,強化表面性能的加工方法。它是一種無切屑加工。
圖 6-12 為滾壓加工示意圖。滾壓加工有如下特點:
1 .滾壓前工件加工表面粗糙度值不大于 Ra5 μ m ,表面要求清潔,直徑余量為 0.02 -0.03mm 。
2 .滾壓后的形狀精度和位置精度主要取決于前道工序。
3 .滾壓的工件材料一般是塑性材料,并且材料組織要均勻。鑄鐵件一般不適合滾壓加工。
4 .滾壓加工生產率高。
四、外圓表面加工方案的選擇
上面介紹了外圓表面常用的幾種加工方法及其特點。零件上一些精度要求較高的面,僅用一種加工方法往往是達不到其規定的技術要求的。這些表面必須順序地進行粗加工、半精加工和精加工等加工方法以逐步提高其表面精度。不同加工方法有序的組合即為加工方案。表 3-14 即為外圓柱面的加工方案。
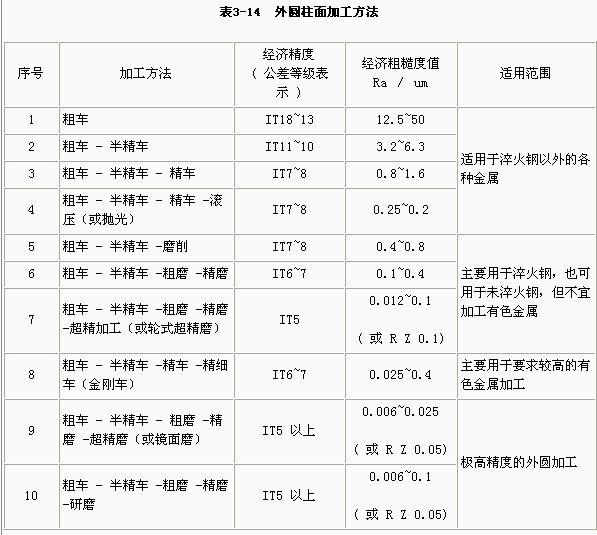
確定某個表面的加工方案時,先由加工表面的技術要求(加工精度、表面粗糙度等)確定最終加工方法,然后根據此種加工方法的特點確定前道工序的加工方法,如此類推。但由于獲得同一精度及表面粗糙度的加工方法可有若干種,實際選擇時還應結合零件的結構、形狀、尺寸大小及材料和熱處理的要求全面考慮。
表 3-14 中序號 3 (粗車—半精車—精車)與序號 5 (粗車—半精車—磨)的兩種加工方案能達到同樣的精度等級。但當加工表面需淬硬時,最終加工方法只能采用磨削。如加工表面未經淬硬,則兩種加工方案均可采用。若零件材料為有色金屬,一般不宜采用磨削。
再如表 3-14 中序號 7 (粗車—半精車—粗磨—精磨—超精加工)與序號 10 (粗車—半精車—粗磨—精磨—研磨)兩種加工方案也能達到同樣的加工精度。當表面配合精度要求比較高時,終加工方法采用研磨較合適;當只需要求較小的表面粗糙度值,則采用超精加工較合適。但不管采用研磨還超精加工,其對加工表面的形狀精度和位置精度改善均不顯著,所以前道工序應采用精磨,使加工表面的位置精度和幾何形狀精度已達到技術要求。








 豫公網安備41019702003604號
豫公網安備41019702003604號