

 手機資訊
手機資訊 官方微信
官方微信摘要 作者:KellyPica;圣戈班高級產(chǎn)品經(jīng)理在棒料加工中,為獲得最佳加工圓度、尺寸公差和表面拋光,無心磨削無疑是一個較為適宜的選擇。對于高效經(jīng)濟且需在緊密公差范圍內(nèi)生產(chǎn)制造的零部件...
作者:Kelly Pica;圣戈班高級產(chǎn)品經(jīng)理在棒料加工中,為獲得最佳加工圓度、尺寸公差和表面拋光,無心磨削無疑是一個較為適宜的選擇。對于高效經(jīng)濟且需在緊密公差范圍內(nèi)生產(chǎn)制造的零部件,貫穿式無心磨削加工就格外重要。
Century45采用B45型陶瓷粘結(jié)劑,每轉(zhuǎn)的加工效率高、切削量大,比傳統(tǒng)砂輪更具優(yōu)勢;在一些加工案例中,Century45的效率甚至是傳統(tǒng)砂輪效率的兩倍。去除等量的材料,砂輪轉(zhuǎn)數(shù)卻減少,這意味著循環(huán)時間縮短,生產(chǎn)效率提高。
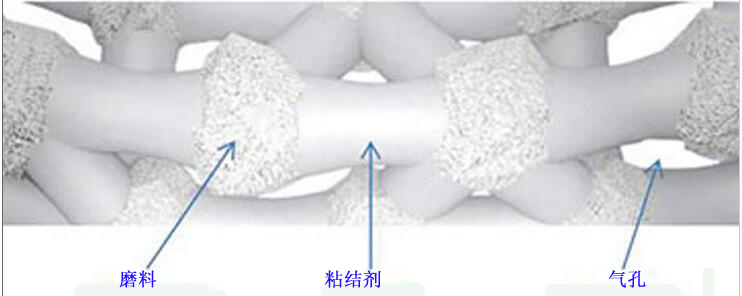
新型砂輪結(jié)合劑
砂輪壽命更長
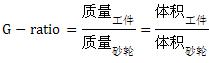
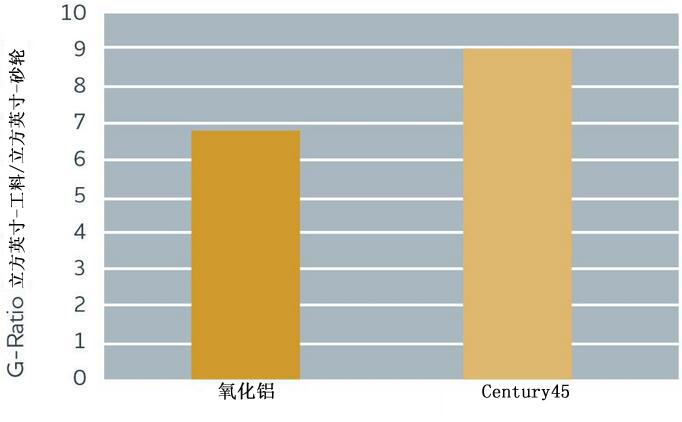
砂輪壽命的最佳量化標(biāo)準(zhǔn)是磨削比(G-ratio),它是切削材料量與砂輪材料磨損量的比值(如下述公式所示)。材料量可以用質(zhì)量或體積來進行度量衡;這種測量方法避免了生產(chǎn)水準(zhǔn)方面的變量差異。
更安靜的磨削工作環(huán)境
根據(jù)美國勞動局的統(tǒng)計數(shù)據(jù),美國約有3千萬人都暴露在噪聲危害的工作環(huán)境下。特別是在私人企業(yè)中,噪聲損傷導(dǎo)致的聽力疾病是美國最常見的非致命性職業(yè)病之一。在美國,每年約有上千工人都因為工作環(huán)境噪聲過大而遭受聽力損傷。而諾頓Century45的多孔性結(jié)構(gòu)則顯著降低了砂輪在磨削加工過程中特別是金屬加工時的噪聲分貝。
在案例研究中,諾頓Century45能有效降低噪聲至23.2dB;而市場上流行的防噪聲泡沫耳塞的有效降噪也只是在25-28 dB左右。
應(yīng)用案例
案例一:美國辛辛那提市某客戶的雙支承砂輪無心磨床改進,并用于鉻鎳鐵合金棒料的磨圓和拋光加工。
工件外直徑:0.5-1.75英寸,工件長度:378-384英寸。80目碳化硅磨料的樹脂結(jié)合劑砂輪(24*20*12英寸)每轉(zhuǎn)去除鉻鎳鐵合金棒料約0.005英寸,而使用了諾頓Century45砂輪后,每轉(zhuǎn)去除材料為0.012英寸。

案例二:應(yīng)客戶要求,提高砂輪磨料的使用壽命,并改進3#無心磨床以降低總成本,用于合金鋼(1045、10V45、4140和17-4)棒料工件的加工。
工件外直徑:3.5-7.5英寸;工件長度:4-6.5英寸。為滿足試驗測試,采用Century45 3NQAC36-S9B45砂輪替代了原來的46目氧化鋁磨料樹脂結(jié)合劑砂輪(24*8*305)。
通過以上案例可以看出,選擇一個高效砂輪可以顯著節(jié)省加工時間和勞動量并節(jié)約成本。砂輪變化越小,停機時間越短,工作效率就越高;生產(chǎn)能力的提高就意味著可以處理更多的生產(chǎn)任務(wù)和工作。特別是對于批量化大型化加工的多刀磨床而言,采用這樣的新型砂輪,其高效生產(chǎn)和價值意義就更加明顯。 (編譯:中國磨料磨具網(wǎng))








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號