

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 配置雙滾道多托輪攪拌罐的混凝土攪拌運(yùn)輸車,是近幾年有關(guān)生產(chǎn)廠家開(kāi)發(fā)的一款新產(chǎn)品。雙滾道攪拌罐設(shè)有主滾道和輔助滾道,其中主滾道安裝在攪拌罐后錐體外部,輔助滾道安裝在攪拌罐中筒外部。雙...
配置雙滾道多托輪攪拌罐的混凝土攪拌運(yùn)輸車,是近幾年有關(guān)生產(chǎn)廠家開(kāi)發(fā)的一款新產(chǎn)品。雙滾道攪拌罐設(shè)有主滾道和輔助滾道,其中主滾道安裝在攪拌罐后錐體外部,輔助滾道安裝在攪拌罐中筒外部。雙滾道多托輪結(jié)構(gòu)增加了攪拌罐運(yùn)行的安全性和平穩(wěn)性。輔助滾道由條形鋼板卷制而成,使用我們自制的輔助滾道成形機(jī)將輔助滾道成形后,焊接在攪拌罐中筒外部。為滿足輔助滾道外圓表面粗糙度度要求,需將其外圓進(jìn)行適量磨削加工。為此我們?cè)O(shè)計(jì)制作了用于輔助滾道焊后磨削的輔助滾道磨削機(jī)。1. 整體結(jié)構(gòu)
輔助滾道磨削機(jī)主要由機(jī)架總成和磨削裝置兩部分組成,其中機(jī)架總成由底架、三角架、法蘭盤組合體、滾輪機(jī)構(gòu)等組成,如圖 1 所示。磨削裝置主要由砂輪機(jī)、旋轉(zhuǎn)架、固定架、進(jìn)給機(jī)構(gòu)、旋轉(zhuǎn)軸、架體安裝座、防護(hù)罩及各連接件組成,如圖 2 所示。磨削裝置與機(jī)架總成通過(guò)連接架焊接在一起。
輔助滾道磨削機(jī)與攪拌罐為 3 點(diǎn)支撐,即與攪拌罐連接的法蘭盤組合體形成A支點(diǎn),滾輪架上的 2 個(gè)滾輪與主滾道形成B和C支點(diǎn),用這 3 個(gè)支點(diǎn)將組焊好輔助滾道的攪拌罐組合在輔助滾道磨削機(jī)上。滾輪機(jī)構(gòu)上設(shè)有減速器,可帶動(dòng)滾輪轉(zhuǎn)動(dòng)。滾輪產(chǎn)生的摩擦力帶動(dòng)攪拌罐作正、反兩個(gè)方向的勻速運(yùn)動(dòng)時(shí),即可進(jìn)行輔助滾道磨削加工。
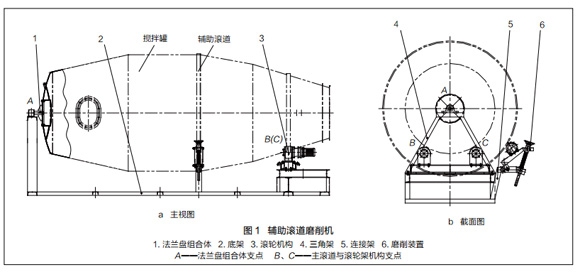
圖1
2. 主要總成
(1)機(jī)架總成
底架
底架的尺寸根據(jù)攪拌罐長(zhǎng)度和直徑確定。為增加攪拌罐轉(zhuǎn)動(dòng)時(shí)的穩(wěn)定性,底架應(yīng)制作牢固。
三角架
三角架的高度根據(jù)攪拌罐直徑確定,以使攪拌罐在旋轉(zhuǎn)時(shí)有足夠的回旋空間。三角架可在底架長(zhǎng)度方向移動(dòng),以使輔助滾道磨削機(jī)適用于不同長(zhǎng)度攪拌罐輔助滾道的磨削加工。
滾輪機(jī)構(gòu)
滾輪機(jī)構(gòu)共有 2 組,分別由 1 個(gè)支架和 1 組滾輪組成。這 2 組滾輪機(jī)構(gòu)共用 1 個(gè)底座,便于保證 2 組滾輪機(jī)構(gòu)在裝配時(shí)與法蘭盤組合體的對(duì)稱性。滾輪機(jī)構(gòu)用于支承主滾道,并驅(qū)動(dòng)攪拌罐旋轉(zhuǎn)動(dòng)作。2 組滾輪機(jī)構(gòu)與法蘭盤組合體共同將整個(gè)攪拌罐支承起來(lái)。
2 組滾輪機(jī)構(gòu)均由擺線針輪減速器驅(qū)動(dòng),其動(dòng)力傳遞路線如下:電動(dòng)機(jī)帶動(dòng)擺線針輪減速器運(yùn)轉(zhuǎn),由擺線針輪減速器驅(qū)動(dòng)滾輪轉(zhuǎn)動(dòng),再由滾輪帶動(dòng)攪拌罐轉(zhuǎn)動(dòng)。電動(dòng)機(jī)為 D-Y 系列,功率為0.75kW。擺線針輪減速器為 X 系列,減速比為 731。2 組滾輪機(jī)構(gòu)并聯(lián)同時(shí)動(dòng)作,操作者可根據(jù)輔助滾道磨削需要,使用變頻器調(diào)節(jié)攪拌罐轉(zhuǎn)速。
(2)磨削裝置
磨削裝置組裝完成后,使用連接架將磨削裝置與底架焊接在一起。磨削裝置工作原理如下:滾輪機(jī)構(gòu)帶動(dòng)攪拌罐旋轉(zhuǎn)的同時(shí),啟動(dòng)磨削裝置。磨削裝置的高速電動(dòng)機(jī)帶動(dòng)砂輪旋轉(zhuǎn),即可對(duì)輔助滾道進(jìn)行磨削加工。磨削裝置結(jié)構(gòu)如圖 2 所示。
砂輪機(jī)
砂輪機(jī)采用 Y90S-2 型電動(dòng)機(jī)驅(qū)動(dòng)。該電動(dòng)機(jī)額定轉(zhuǎn)速為 3000r/min,功率為 1.5kW,該電動(dòng)機(jī)轉(zhuǎn)子軸專門用于安裝砂輪。砂輪機(jī)結(jié)構(gòu)如圖 3所示。
砂輪選用 GB60 型(杯形)砂輪,磨料為白剛玉,粒度為 60 目,外徑為200mm,寬度比輔助滾道寬 0mm。市場(chǎng)上該型砂輪安裝孔直徑大于電動(dòng)機(jī)轉(zhuǎn)子軸直徑,由此我們?cè)O(shè)計(jì)了一個(gè)過(guò)渡盤,過(guò)渡盤外徑與砂輪安裝孔徑相符。安裝砂輪時(shí)按照?qǐng)D 3 所示依次安裝在電動(dòng)機(jī)轉(zhuǎn)子軸上,最后使用螺母鎖緊。砂輪應(yīng)安裝牢固,磨削過(guò)程中應(yīng)避免磨削不均勻現(xiàn)象。
組裝時(shí),砂輪中心應(yīng)與輔助滾道中心對(duì)齊,以防止磨偏。砂輪安裝前應(yīng)仔細(xì)檢查外觀,要求砂輪無(wú)裂紋和損傷。安裝砂輪時(shí),必須使砂輪的質(zhì)心與回轉(zhuǎn)軸線重合,以避免砂輪在高速轉(zhuǎn)動(dòng)時(shí)產(chǎn)生振動(dòng),影響磨削加工質(zhì)量或造成砂輪碎裂。
磨削時(shí)應(yīng)使用順磨法,即砂輪與工件接觸處,砂輪與工件的運(yùn)動(dòng)方向相同。采用順磨法磨削,工件表面溫度低,磨削消耗功率小,磨削出的工件表面粗糙度高。磨削時(shí)旋轉(zhuǎn)手輪要慢,磨削進(jìn)給量要小,以利于提高輔助滾道磨削質(zhì)量。
防護(hù)罩
砂輪的防護(hù)罩使用薄板卷制后與擋板拼焊而成,其內(nèi)部尺寸略大于砂輪外徑。防護(hù)罩的作用主要有 2 點(diǎn):一是防止砂輪崩裂造成人員傷害,二是便于將磨削產(chǎn)生的鐵屑集中起來(lái)。防護(hù)罩大小應(yīng)適中,過(guò)大會(huì)影響操作者在磨削過(guò)程中的視線,過(guò)小則容易與旋轉(zhuǎn)的砂輪發(fā)生干涉。
固定架
固定架使用鋼板拼焊而成,用于固定絲杠螺母和旋轉(zhuǎn)架,并將磨削機(jī)的底座固定到適合操作的高度。固定架通過(guò)固定軸與架體安裝座連接,并可根據(jù)主滾道的位置進(jìn)行徑向調(diào)整。固定架與絲杠配合處需留出長(zhǎng)圓孔,以防輔助滾道磨削過(guò)程中出現(xiàn)絲杠周向擺動(dòng)受限問(wèn)題。
旋轉(zhuǎn)架
旋轉(zhuǎn)架使用鋼板拼焊而成,其作用主要是固定砂輪機(jī)和導(dǎo)向套。旋轉(zhuǎn)架通過(guò)旋轉(zhuǎn)軸與固定架連接,導(dǎo)向套可隨旋轉(zhuǎn)架與固定架之間夾角α的變化自動(dòng)調(diào)整絲杠的導(dǎo)向。為防止絲杠擺動(dòng)受限,旋轉(zhuǎn)架與絲杠的通孔制作為長(zhǎng)圓孔。
進(jìn)給機(jī)構(gòu)
磨削裝置的進(jìn)給機(jī)構(gòu)主要由手輪、壓緊螺母、絲杠、絲杠螺母、導(dǎo)向套、壓簧等組成。通過(guò)旋轉(zhuǎn)手輪,使壓簧受壓,以增加砂輪機(jī)與攪拌罐之間的貼合力,便可對(duì)輔助滾道進(jìn)行磨削。采用梯形螺紋的絲杠,軸向傳動(dòng)性能好,便于手動(dòng)旋轉(zhuǎn)手輪使砂輪機(jī)進(jìn)給。進(jìn)給機(jī)構(gòu)組裝后旋轉(zhuǎn)手輪時(shí),絲杠應(yīng)轉(zhuǎn)動(dòng)自如,以使旋轉(zhuǎn)架在固定架上擺動(dòng)靈活。
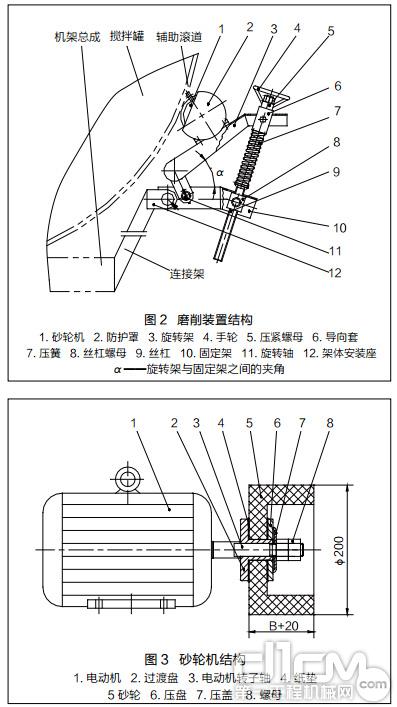
圖2/3
3. 特點(diǎn)
使用結(jié)果表明,該輔助滾道磨削機(jī)具有以下 4 個(gè)特點(diǎn):
一是操作簡(jiǎn)便,生產(chǎn)效率較高,可自動(dòng)磨削;二是磨削輔助滾道時(shí)可做到平穩(wěn)、安全、高效;三是磨削出的輔助滾道光表面粗糙度高,圓度符合設(shè)計(jì)要求;四是應(yīng)用廣泛,適用于不同直徑和長(zhǎng)度攪拌罐輔助滾道的磨削加工。








 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)