

 手機資訊
手機資訊 官方微信
官方微信摘要 航空發動機零件的表面質量是評價產品的一個重要指標。目前,一些復雜型面航空零件的邊緣倒圓、機加葉片零件表面的殘留刀紋去除仍未完全擺脫手工拋光方式,除了耗費大量的人力資源,也易造成產品...
航空發動機零件的表面質量是評價產品的一個重要指標。目前,一些復雜型面航空零件的邊緣倒圓、機加葉片零件表面的殘留刀紋去除仍未完全擺脫手工拋光方式,除了耗費大量的人力資源,也易造成產品質量不穩定,甚至影響發動機整機性能與壽命。滾磨光整技術能有效地提高零件表面質量等級,清除毛刺、刀痕等表面缺陷,還能使零件金屬表層產生微弱的塑性變形,改善表面殘余應力狀況。當前在一些航空發動機零件制造中應用滾磨光整技術,已取得了較好的經濟效益與社會效益。一、滾磨光整加工
滾磨光整加工是將工件、磨塊和磨劑按一定混合比裝入滾筒中,當滾筒運動時,在工件和磨塊間產生強大的擠壓力和強制流動力,迫使磨塊對工件產生碰撞、滾壓、滑擦和刻劃,從而實現對工件表面的光整加工。
1滾磨光整加工的類型
根據滾筒的運動方式,滾磨光整加工可分為以下幾種形式:
(1)回轉式滾磨:滾筒作單一的回轉運動,其轉速n 必須小于某固定值,否則工件與磨料將緊貼在滾筒周壁,相互間不產生相對運動而無法實現表面的光整加工。因此,這種加工方法效率低、質量差,現已逐漸被其他方法所取代。
(2)振動式滾磨:滾筒作三維的空間振動運動,工件和磨料在圓環形容器中沿螺旋軌跡運動,形成復雜的運動軌跡。這種加工方法對細化表面質量較好,對表面物理機械性能的改善不大,不適用于較大較長的工件。
(3)離心式滾磨:滾筒既自轉又公轉作行星運動。這種加工方法可以獲得較高的加工質量和加工效率。
(4)主軸回轉滾磨:滾筒作回轉運動,夾持工件的主軸作逆向回轉。這種加工方法工件有固定的位置,當滾筒與主軸選擇合適的相對轉速時,便可以獲得較好的加工質量和較好的加工效率。
(5)旋轉振動式滾磨:滾筒兼具回轉運動與空間振動運動方式。磨料運動軌跡復雜,更易加工一些復雜型面的大型工件。
2滾磨光整的功能特點及適用范圍
滾磨光整主要有以下特點:
(1)操作簡單,生產效率高,環境污染小;
(2)可實現鑄鍛件的去飛邊、去氧化層和表面清潔處理,也可用于切削加工后零件去毛刺、棱邊倒圓和細化表面,降低表面粗糙度值;
(3) 可適度改善表面應力分布狀態;
(4)對于內孔、溝槽及凹陷表面的光整加工相對較難,對易變形、易磕碰零件需在光整過程中作防護處理。
二、滾磨光整加工技術的應用研究
1離心式滾磨光整加工
用于小型工件的尖邊倒圓搖臂是發動機可調葉片操縱系統中的傳動件,材料為TC4,體積小。傳統工藝采用手工打磨方式進行尖邊倒圓,倒圓質量差,打磨痕跡明顯,嚴重的在放大鏡下可看出有溝槽存在,影響搖臂在工作中的傳動平穩性。研究中利用離心式滾磨光整設備(BJG-LL05 型光整設備),使零件在滾筒中自由擺放,選擇合適的磨料與磨液完成滾磨光整,并從表面形貌、表面粗糙度和疲勞壽命
方面進行了對比。
(1)表面形貌測試對比 搖臂板片光整前后尖邊倒圓情況用金相顯微鏡放大觀察,見圖1。

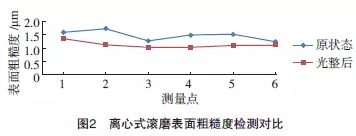
(2)表面粗糙度檢測對比
(3)疲勞壽命測試情況
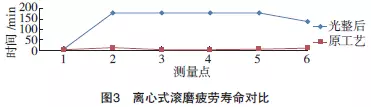
上述研究證明,采用新的滾磨光整加工工藝,改善了搖臂板片部位的棱邊質量及表面粗糙度,通過疲勞壽命測試對比,滾磨光整后的試件疲勞壽命提高到原來的18 倍,證明通過滾磨光整改善表面質量、棱邊質量等表面完整性指標,對提高零件疲勞性能是很有效的。
2主軸回轉滾磨用于復雜型面的葉片
葉身刀紋去除航空發動機壓氣機葉片型面復雜,經數控銑削后留有銑加工痕跡,表面粗糙度及表面紋理無法滿足設計要求。采用傳統的手工拋光方法由于受人為因素的影響,造成葉片型面幾何精度下降,不能滿足設計要求。由于壓氣機葉片型面薄,進、排氣邊緣相當于“尖邊”,光整過程中要注重保護葉片的幾何精度不變,尤其是保持葉片進排氣邊緣的形狀不被破壞。研究中采用主軸回轉滾磨光整加工,綜合考慮了包括工件、夾具、設備、工藝參數、磨料及磨液、葉片進排氣邊邊緣的保護方式等多項影響葉片光整質量的因素,對葉身銑加工痕跡去除進行了研究,并從表面形貌、表面粗糙度、棱邊質量3 個方面進行了測試。
(1)表面形貌
葉片光整前表面有明顯的縱向刀紋,光整后消除了銑削刀紋,并形成了均勻的P 型紋理(微觀魚鱗坑),對提高零件的耐磨性是非常有益的。
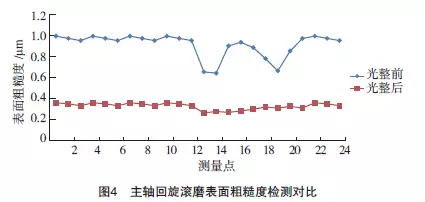
(2)表面粗糙度值測試對比
(3)葉片型面進排氣邊緣形狀檢測
進排氣邊緣形狀用葉片白光測量儀檢測,某截面檢測結果見圖5 所示。
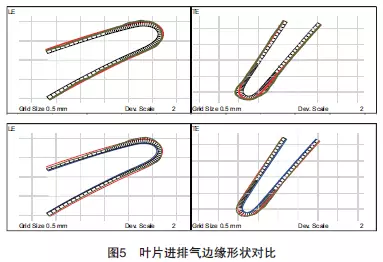
通過表面粗糙度檢測對比可知,葉片經滾磨光整后表面質量提高1~2 個等級;通過表面形貌測試對比可知,光整后消除了銑削刀紋,并形成了均勻的P 型紋理(微觀魚鱗坑),這種表面紋理對提高零件的耐磨性是非常有益的。通過對葉片進排氣邊緣即棱邊質量進行檢測可知,滾磨光整完整地保留了數控銑后邊緣的形狀,葉片進排氣邊緣圓滑轉接良好。
3旋轉振動式滾磨應用
某機篦齒盤故障率高,表面孔邊緣質量一直不穩定,前工序經車加工后表面應力狀態為拉應力,為了改善表面應力狀態,同時改善零件表面質量,采用旋轉振動式滾磨光整方式對盤件進行光整。
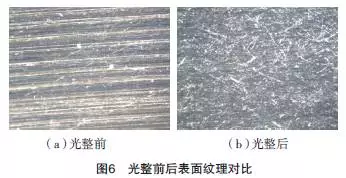
(1)表面形貌檢測對比
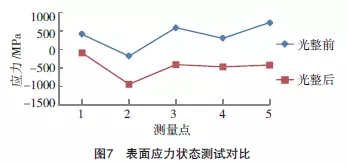
(2)表面殘余應力狀態檢測
(3)表面粗糙度檢測
對滾磨光整前后的粗糙度值進行了檢測及對比,光整后表面質量平均提高一個等級。篦齒盤經滾磨光整后所有棱邊圓角光滑一致,目視
檢查加工刀痕及毛刺等表面缺陷已去除。篦齒盤的表面殘余應力由車加工的拉應力改變為壓應力狀態,粗糙度平均提高一個等級,改善了篦齒盤表面的完整性,提高了篦齒盤的抗疲勞性能。
結束語
以上開展的滾磨光整加工技術應用研究是針對不同的典型零件特點及工藝要求進行的,研究表明,滾磨光整加工不僅能有效地提高零件表面質量等級,清除毛刺、加工刀痕等表面缺陷,改善表面形貌及棱質量,而且可以改善表面殘余應力狀態,使零件表面形成均勻的壓應力狀態,以上技術指標的改善對提高零件的表面完整性,進而提高零件的抗疲勞性能具有明顯的效果。因此,滾磨光整加工技術是一項值得推廣和應用的新技術、新工藝。








 豫公網安備41019702003604號
豫公網安備41019702003604號