

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 作者:孫躍紅曹新洲李硯咸提要1對試驗(yàn)機(jī)的評價(jià)1.1試驗(yàn)機(jī)的特點(diǎn)1.2試運(yùn)行過程對試驗(yàn)機(jī)作了部分完善2關(guān)于試驗(yàn)機(jī)的不確定度試驗(yàn)2.1關(guān)于不確定度的說明2.2本次試驗(yàn)采用的方法2.3測...
作者:孫躍紅 曹新洲 李硯咸
提要
1 對試驗(yàn)機(jī)的評價(jià)
1.1 試驗(yàn)機(jī)的特點(diǎn)
1.2 試運(yùn)行過程對試驗(yàn)機(jī)作了部分完善
2 關(guān)于試驗(yàn)機(jī)的不確定度試驗(yàn)
2.1關(guān)于不確定度的說明
2.2本次試驗(yàn)采用的方法
2.3 測試結(jié)果
2.4 對試驗(yàn)結(jié)果的分析
3 關(guān)于磨削試驗(yàn)工況參數(shù)對測試結(jié)果影響的研究
3.1 不同磨削壓力對砂帶磨削性能的影響
3.2 不同工進(jìn)速度對砂帶磨削性能的影響
3.3 不同砂帶線速度對砂帶磨削性能的影響
3.4 不同試件轉(zhuǎn)速對砂帶磨削性能的影響
3.5 冷卻措施對砂帶磨削性能的影響
4 討論
4.1 關(guān)于恒進(jìn)給磨削試驗(yàn)?zāi)J降挠懻?br /> 4.2 關(guān)于圓管試件的討論
4.3 對制定砂帶磨削性能檢測新規(guī)程的初步建議
4.4 其他有關(guān)規(guī)程制定問題的討論
4.5 對試驗(yàn)機(jī)下步改進(jìn)的建議
結(jié)語
由涂附磨具分會(huì)專家委員會(huì)提出,分會(huì)專家委員會(huì)委員李道育教授級高工創(chuàng)意構(gòu)思和蘇州蘇福馬機(jī)械有限公司設(shè)計(jì)制造的SDSY-50B型數(shù)控砂帶磨削性能試驗(yàn)機(jī),自2013年11月在鄭州第二屆三磨展展出后,已順利安裝在河南工業(yè)大學(xué)的實(shí)習(xí)車間內(nèi),并于2014年2月正式開始試車。試車的目的和任務(wù)是:
1) 通過試車,評價(jià)試驗(yàn)機(jī)是否符合砂帶磨削性能測試的需要;發(fā)現(xiàn)與解決試驗(yàn)機(jī)設(shè)計(jì)制造中存在的問題;
2) 進(jìn)行試驗(yàn)機(jī)的不確定度測試;
3) 通過對砂帶磨削性能的嘗試性測試,為砂帶磨削性能測試方法新規(guī)程的制定積累經(jīng)驗(yàn)和數(shù)據(jù)。
現(xiàn)按上述三項(xiàng)任務(wù)要求,對這三個(gè)月來試車實(shí)踐情況和體會(huì)分別介紹如下:
1 對試驗(yàn)機(jī)的評價(jià)
1.1 試驗(yàn)機(jī)的特點(diǎn)
三個(gè)月來我們先后進(jìn)行了千余次的磨削試驗(yàn),親身感受了這臺試驗(yàn)機(jī)的許多特點(diǎn),歸結(jié)如下:
1.1.1試驗(yàn)機(jī)的操控十分方便
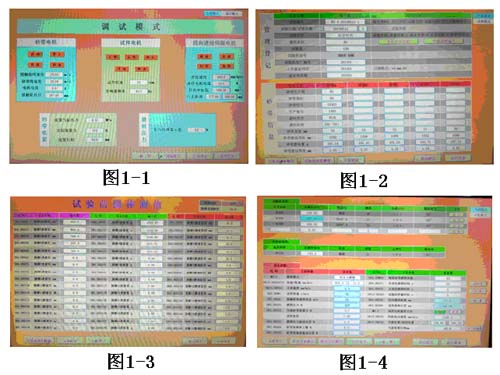
SDSY-50B型數(shù)控砂帶磨削性能試驗(yàn)機(jī)是通過上位機(jī)來實(shí)現(xiàn)人機(jī)間數(shù)據(jù)和信息的交換(如圖1-1、1-2、1-3和1-4),磨削的各種工況參數(shù),如:砂帶線速度、磨削壓力、砂帶張緊力、試件旋轉(zhuǎn)速度、徑向進(jìn)給速度、磨削時(shí)間均可利用鍵盤進(jìn)行預(yù)先設(shè)定,根據(jù)我們親身實(shí)踐的體會(huì),只要有過使用電腦經(jīng)歷的人就可很快地掌握試驗(yàn)機(jī)的操作。待試驗(yàn)工況全部設(shè)定完成后,此后的試驗(yàn)過程將全部按預(yù)定的程序自動(dòng)進(jìn)行。
試驗(yàn)機(jī)工作時(shí),試件從起始點(diǎn)開始先以一定速度快進(jìn)至距離砂帶10mm處,然后轉(zhuǎn)為慢速進(jìn)給,至距離砂帶0.5-2mm時(shí)(具體可選擇),再次自動(dòng)降為工作進(jìn)給速度,直至與砂帶接觸;當(dāng)磨削真正發(fā)生時(shí),則自動(dòng)開始磨削計(jì)時(shí),當(dāng)?shù)竭_(dá)預(yù)定的磨削時(shí)間,進(jìn)給自動(dòng)停止,這時(shí)試件并不立即后退,而是再磨削一定時(shí)間,直至完成預(yù)定的無進(jìn)給磨削時(shí)間,然后快速返回起始點(diǎn),從而完成了一次磨削工作循環(huán)。此后停頓一定時(shí)間,即設(shè)定的間歇時(shí)間后再開始下一次磨削工作循環(huán)。由于上述動(dòng)作全部由計(jì)算機(jī)設(shè)定的程序控制,所以需要操作者人為干預(yù)的地方很少,還有手動(dòng)張緊砂帶和調(diào)整張緊力的大小,使人感覺十分方便。
試驗(yàn)機(jī)可磨削圓棒和圓管兩種類型的試件;在試驗(yàn)方式上有恒壓力磨削和恒進(jìn)給磨削兩種方式可供選擇;設(shè)備出廠時(shí)配帶3種直徑的接觸輪,可以根據(jù)需要自行更換;砂帶線速度的調(diào)整范圍是5-40m/s,磨削壓力的調(diào)整范圍是50-500N;上述幾方面的可選擇性,完全可適應(yīng)多種類型砂帶磨削性能測試的需要,充分顯現(xiàn)了試驗(yàn)機(jī)的廣泛適用性。
從我們在試車過程中的感受看,圓棒試件試驗(yàn)成本較低,且獲得方便,但是在如今市場供應(yīng)不很規(guī)范的情況下,要保證材質(zhì)的一致性還確實(shí)有點(diǎn)困難;圓管試件的磨削狀態(tài)與實(shí)際生產(chǎn)過程比較接近,特別是磨削區(qū)散熱條件好,磨削溫升小,非常有利于砂帶磨削性能的測試,此外圓管質(zhì)量遠(yuǎn)大于圓棒,可減少試驗(yàn)時(shí)重裝試件的次數(shù),對保證磨削試驗(yàn)的穩(wěn)定比較有利。
恒壓力磨削試驗(yàn)?zāi)J绞悄壳巴扛侥ゾ咝袠I(yè)比較習(xí)慣的方法,同時(shí)與實(shí)際生產(chǎn)中的人工打磨狀態(tài)比較接近;而恒進(jìn)給磨削試驗(yàn)?zāi)J剑瑥倪@次試車時(shí)的表現(xiàn)看,具有控制方便,過程穩(wěn)定,試驗(yàn)不確定度小等特點(diǎn),而且這種模式比較適應(yīng)生產(chǎn)線上機(jī)械化砂帶打磨對節(jié)拍有要求的場合,應(yīng)該是一種值得重視和推廣應(yīng)用的試驗(yàn)?zāi)J健?/span>
1.1.3 試驗(yàn)過程能自動(dòng)采集、記錄多種工況參數(shù)
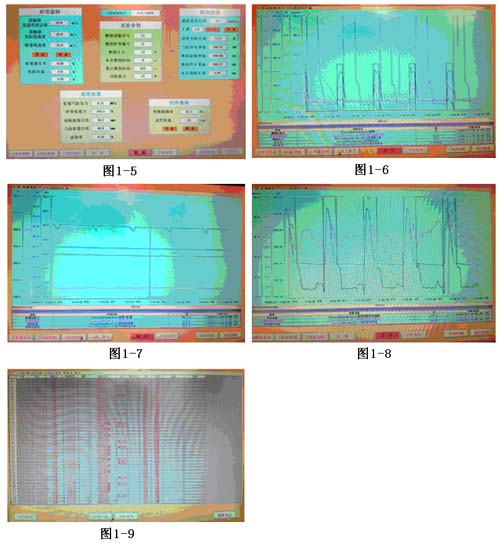
磨削試驗(yàn)時(shí),砂帶線速度、砂帶電機(jī)電流、砂帶滑差率、磨削壓力、砂帶張緊力、砂帶延伸率、試件旋轉(zhuǎn)速度、徑向進(jìn)給速度、伺服電機(jī)有功電流、磨削時(shí)間、試件切除長度等11項(xiàng)工況參數(shù)的瞬時(shí)值和趨勢圖均可實(shí)時(shí)自動(dòng)采集和在顯示器上顯示(如圖1-5)。
試驗(yàn)機(jī)除了用數(shù)據(jù)方式實(shí)時(shí)監(jiān)控試驗(yàn)過程動(dòng)態(tài)情況外,還用趨勢圖的形式來展示參數(shù)的變化情況。趨勢圖分為A、B、C三種:
A類趨勢圖(如圖1-6)反映砂帶線速度、砂帶磨頭電機(jī)電流、磨削壓力和砂帶滑擦率等4個(gè)參數(shù)隨磨削時(shí)間的變動(dòng)值。
B類趨勢圖(如圖1-7)反映砂帶張緊力、砂帶延伸率、試件轉(zhuǎn)速三個(gè)參數(shù)隨磨削時(shí)間的變動(dòng)值。
C類趨勢圖(如圖1-8)反映試驗(yàn)機(jī)的進(jìn)給速度、伺服電機(jī)有功電流、徑向進(jìn)給坐標(biāo)三個(gè)參數(shù)隨磨削時(shí)間的變動(dòng)值。
圖表可以保存一個(gè)月,便于試驗(yàn)結(jié)束后進(jìn)行分析查找。還可以在趨勢圖上讀出給定時(shí)間段各參數(shù)的平均值、最大值、最小值和標(biāo)準(zhǔn)差。
上述這些功能非常方便試驗(yàn)者了解和分析磨削過程的進(jìn)展情況。
機(jī)器還設(shè)有多種故障報(bào)警和故障歷史檔案記錄的功能(如圖1-9),每次故障都有記錄可查,便于設(shè)備的檢修和維護(hù),也便于對故障的原因進(jìn)行分析;更有利于保護(hù)人身和設(shè)備的安全。
磨削試驗(yàn)結(jié)束后,試驗(yàn)機(jī)將自動(dòng)生成“砂帶磨削性能試驗(yàn)記錄”和“砂帶磨削性能測試報(bào)告”(或“砂帶磨削性能對比報(bào)告”)等表格,可供打印輸出。使整個(gè)試驗(yàn)過程中人為介入的程度明顯減少;這不僅減輕了試驗(yàn)者的工作強(qiáng)度,更對防止人為誤差,保證試驗(yàn)的準(zhǔn)確度起到十分重要的作用。
在運(yùn)行過程中,可以感覺接觸輪在高速旋轉(zhuǎn)時(shí)運(yùn)行非常平穩(wěn),振動(dòng)很小;伺服電機(jī)、滾珠絲杠和線性導(dǎo)軌構(gòu)成的送進(jìn)系統(tǒng)定位精度高,重復(fù)性好;各項(xiàng)參數(shù)的示值誤差符合預(yù)定要求,特別是砂帶線速度在試驗(yàn)過程能始終保持恒定,與設(shè)定值的誤差完全可控制在1%的范圍內(nèi)。
對試驗(yàn)結(jié)果不確定度的測試表明,砂帶磨削測試的數(shù)據(jù)是可信的,后面將專門予以介紹。
試驗(yàn)機(jī)還能夠自動(dòng)測量試件的切除長度,由此可利用體積計(jì)算來確定該次磨削切除金屬的重量,免除了以往試驗(yàn)機(jī)必須每磨一次,就要卸下試件稱重的麻煩;只需測定試件的磨前重量和砂帶試樣磨削結(jié)束后的試件重量即可,既提高了工作效率,又減輕了試驗(yàn)者的工作強(qiáng)度。多次測試結(jié)果證實(shí)這種方法與稱重法相比的誤差在2%左右,完全處于可接受的范圍,這也反映了試驗(yàn)機(jī)整體制造的精細(xì)度。
1.2試運(yùn)行過程對試驗(yàn)機(jī)作了部分完善
由于是試制的首臺樣機(jī),設(shè)計(jì)中存在部分問題是不可避免的,也是正常的,試車的一個(gè)目的就是發(fā)現(xiàn)問題并進(jìn)行改進(jìn)。通過試車先后發(fā)現(xiàn)和完善了下列三個(gè)主要問題,現(xiàn)介紹于下。
1.2.1解決了提前計(jì)時(shí)的問題
“提前計(jì)時(shí)”是指在磨削尚未真正開始時(shí),磨削計(jì)時(shí)已開始進(jìn)行,從而使磨削切除量出現(xiàn)超大誤差數(shù)據(jù),影響測試結(jié)果的準(zhǔn)確度。統(tǒng)計(jì)2.21-3.14期間475次磨削過程,共發(fā)生提前計(jì)時(shí)30次,出現(xiàn)率為6.3%。
原因分析:
1,外供電源存在干擾;
2,基準(zhǔn)采樣點(diǎn)程序存在設(shè)計(jì)不周全的問題。
完善情況:程序已作完善,將計(jì)時(shí)基準(zhǔn)點(diǎn)采樣時(shí)間由“快轉(zhuǎn)慢”階段移后到“慢轉(zhuǎn)工”階段,同時(shí)適當(dāng)修改了計(jì)時(shí)條件;3月27日以后運(yùn)行狀態(tài)表現(xiàn)正常,未見類似問題重復(fù)出現(xiàn)。
1.2.2 完善了砂帶斷裂時(shí)的保護(hù)程序
3月28日曾發(fā)生一次砂帶斷裂故障,而原設(shè)計(jì)的保護(hù)程序未起作用,致使發(fā)生撞車事故,接觸輪膠層被破壞。經(jīng)調(diào)看故障發(fā)生當(dāng)時(shí)的趨勢圖(圖1-10),發(fā)現(xiàn)主要是保護(hù)程序設(shè)置的條件不合理所致。起初斷帶保護(hù)的條件是由砂帶延伸率大于5%時(shí)才啟動(dòng)保護(hù)動(dòng)作,實(shí)際上砂帶延伸率是通過張緊氣缸的伸出量來反映的,氣缸的動(dòng)作較慢,不能快速啟動(dòng)保護(hù)動(dòng)作。在砂帶斷裂時(shí)反映最快的信息是砂帶線速度的突變,因此程序以此為訊號作了完善,經(jīng)人為斷帶試驗(yàn)后證實(shí)保護(hù)動(dòng)作正常;以后未見類似問題出現(xiàn)。

圖1-10
1.2.3 進(jìn)一步完善測試報(bào)告和記錄表中的內(nèi)容
在試車中發(fā)現(xiàn)砂帶磨削性能測試報(bào)告和砂帶磨削性能測試記錄表的部分內(nèi)容存在不適宜的問題;例如:計(jì)算單位應(yīng)為“min”,程序中卻以“s”為單位;部分測試數(shù)據(jù)的計(jì)算公式存在錯(cuò)誤;部分?jǐn)?shù)據(jù)的有效數(shù)位需要調(diào)整;沒能反映記錄表與測試報(bào)告的相關(guān)性;無法適應(yīng)縮短磨削時(shí)間,增加磨削次數(shù)的數(shù)據(jù)記錄需要;需要增加一欄以直接反映砂帶磨削性能變化程度的“磨削能力”數(shù)據(jù)。
如今已按要求重新編寫了相關(guān)程序,所有計(jì)算公式和數(shù)據(jù)單位均已更正。3月27日以后的試驗(yàn)均已按新格式出表,更加符合用戶對測試結(jié)果的要求。。并補(bǔ)充了磨削次數(shù)為50、75、100等多種表格,可供選用。
協(xié)會(huì)公共技術(shù)服務(wù)平臺的“砂帶磨削性能測試報(bào)告”和“砂帶磨削性能測試記錄”樣件如表1-1和表1-2所示:
表1-1 砂帶磨削性能測試記錄(以14051201A為例)
砂帶磨削性能測試記錄 試驗(yàn)編號:BG-4-20140512-1
砂帶磨削性能測試記錄 試驗(yàn)編號:BG-4-20140512-1
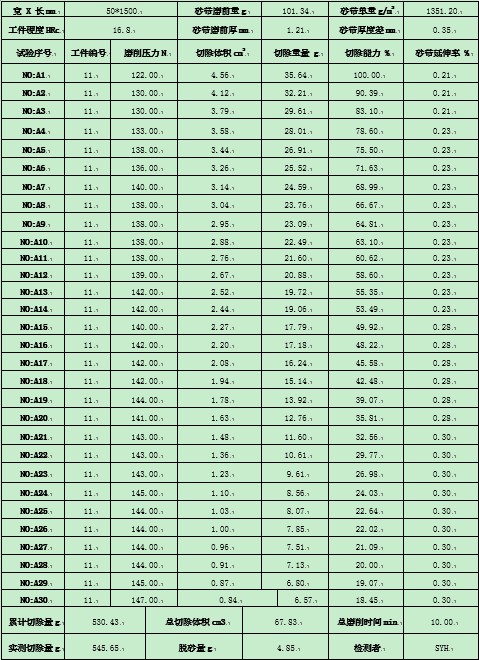
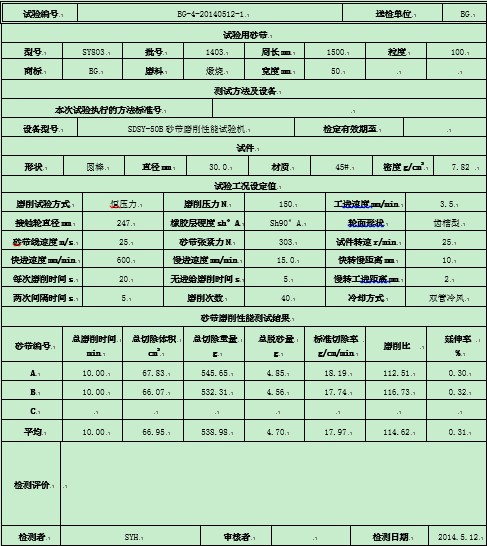
表1-2 砂帶磨削性能測試報(bào)告(以14051201為例)
中國機(jī)床工具工業(yè)協(xié)會(huì)涂附磨具分會(huì)公共技術(shù)服務(wù)中心砂帶磨削性能測試報(bào)告
1.2.4 在趨勢圖上增添了磨削時(shí)間區(qū)的標(biāo)識
原趨勢圖上沒有反映磨削起始的時(shí)間和有進(jìn)給磨削的終止時(shí)間,試車中感覺不方便使用過程的監(jiān)控和分析。如今已在趨勢圖上增加磨削時(shí)間區(qū)段的標(biāo)識(圖1-11)。
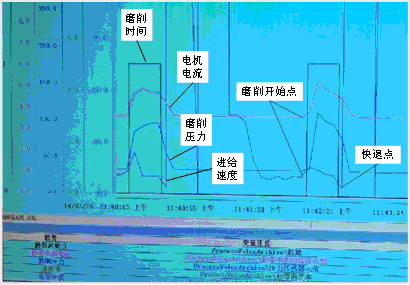
圖1-11








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號